Why do Cast Iron Boilers Leak/Crack?
Cast iron boilers are known for their durability, reliability, and minimal resistance to flow. However, over the years, many cast-iron boilers have failed not due to product defects but rather to installation errors. It is essential to acknowledge that while manufacturers can occasionally be at fault, all failures ultimately stem from issues related to either manufacturing, sizing, or installation. Blaming the manufacturer is often easier than addressing installation problems.
With over 50 years of experience as a service technician, service manager, and technical trainer, I have seen many boiler failures. This document discusses the causes of failures in cast-iron hot-water and steam boilers, based on my experience.
Boiler manufacturers assemble cast-iron sections using metal push nipples or gasket-type materials at nipple ports, where water flows between sections. Each section may have multiple nipple ports, each in various sizes, particularly in steam boilers. Manufacturing issues can result in similar failures across multiple units. However, advancements in computer technology, casting processes, and machining equipment have improved the quality of cast-iron boilers.
Cast Iron Hot water boilers
First, hot water boilers will be addressed. Hot water boilers expand and contract as they heat up and cool down. Slow expansion and contraction are generally not problematic for cast iron. However, rapid expansion and contraction can cause push nipples and gasket leaks, as well as stress cracks. This occurs when hot water returns to a cold boiler or cold water returns to a hot boiler. In residential applications, the larger issue typically involves cold water entering a hot boiler. The two main flow problems are cold water entering the boiler or cool water entering at a high flow rate. Rapid and constant movement may also cause wear on push nipples or gaskets. Ideally, section movement should be slow due to gradual temperature changes. Another reason for stress cracks or thermal stress is an oversized boiler, which causes rapid iron movement as the water heats quickly, cools during normal operation, and then re-ignites. This occurs multiple times during a thermostat run cycle and hundreds of times throughout a winter season, resulting in increased wear on push nipples and gaskets and additional stress on the cast-iron sections.
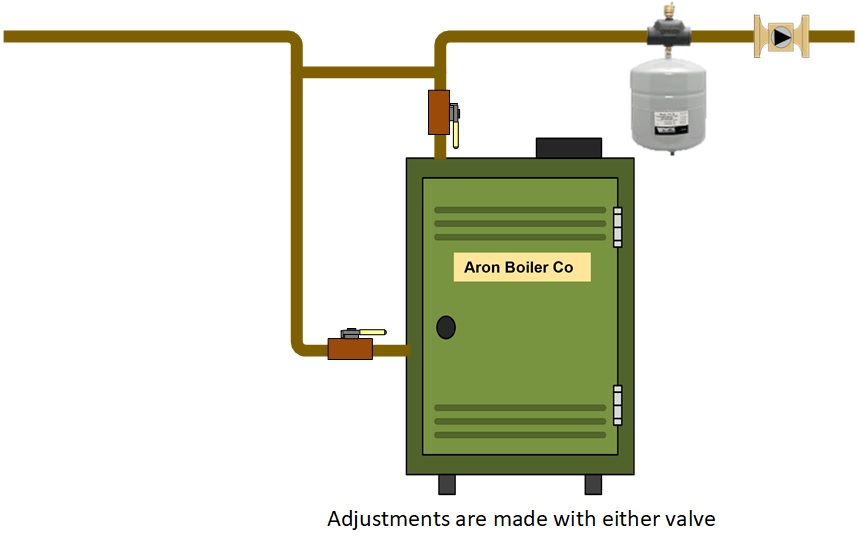
To protect against thermal stress, it is necessary to control temperature and/or flow. Piping strategies can help protect cast iron boilers from these issues. A simple boiler bypass pipe provides minimal protection, as illustrated by this basic drawing.
A prevalent cause of boiler failures is corrosion resulting from the presence of oxygen within the iron boiler section. It is essential to remove oxygen from the heating system and ensure it remains excluded. The boiler triangle consists of three elements essential for internal corrosion: iron, water, and oxygen. By eliminating one of these elements, the corrosion process can be halted.
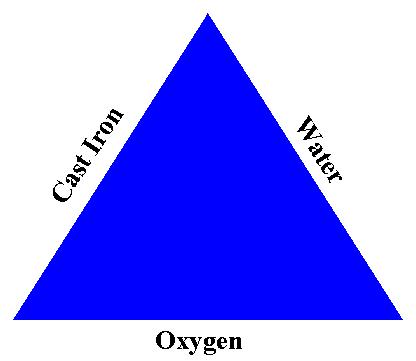
To prevent oxygen corrosion, one of the three elements must be eliminated. Since removing iron or water is not feasible, oxygen must be removed. This can be achieved through proper near-boiler piping and efficient air removal. Specifically, circulators should be placed on the hot supply side of the boiler, pumping away from the expansion tank connection. All automatic air vents at the system's high points should be replaced with manual vents. If your expansion tank does not have a rubber bladder, it is recommended to eliminate all automatic air vents. Each time this type of tank is drained, fresh water is added along with the make-up water. This introduces oxygen, minerals, and chemicals that are not beneficial to the heating system. To minimize the addition of fresh water, strategically place service valves and repair heating system leaks promptly. The minerals tend to attach to the hottest iron surfaces, particularly around the flame. Mineral build-up can create hot spots and lead to cracks.
Flue gas condensation occurs when hot flue gases pass through flue passages with cold water in the cast iron sections. Condensate forms when flue gases cool enough to reach their dew point, similar to dew on summer grass, but this moisture contains hydrochloric, sulfuric, and carbonic acids. These acids corrode the iron, and as the cast-iron sections warm up, the flue passes dry. It is essential that the flue passes are dry before the boiler shuts down. The temperature at which flue gases cease to condense depends on several parameters. The industry standard is an outlet temperature of 140°F or an average water temperature through the boiler of 130°F. Employing boiler bypass can reduce the flow through the boiler, allowing higher iron temperatures to prevent flue gas condensation.
Maybe this will help understand why cast-iron boilers fail due to stress and condensation.
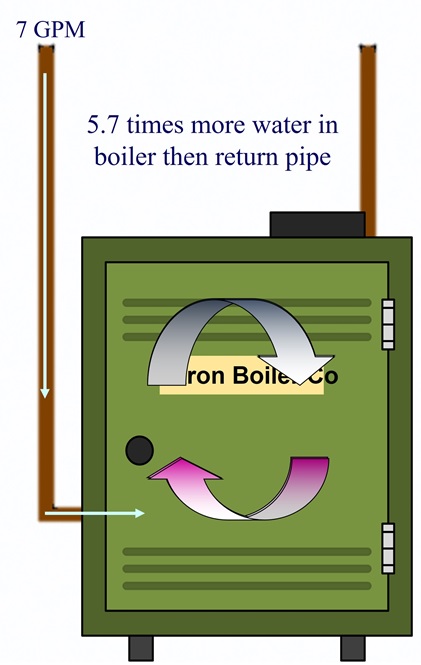
I did some research and found a boiler from the 50's with an input of 160,000 BTUs. We will assume the return has a flow rate of 7 gpm. As you can see, the boiler has almost six times as much water as the return brings back. With this ratio between return water and boiler water, the internal temperature change is slow. When the boiler is replaced today with a new cast-iron boiler, it will hold approximately 6 gallons of water. With the same return flow as the old boiler, 1 gallon more water is returning to the boiler than it holds. This will cause rapid and drastic temperature changes.
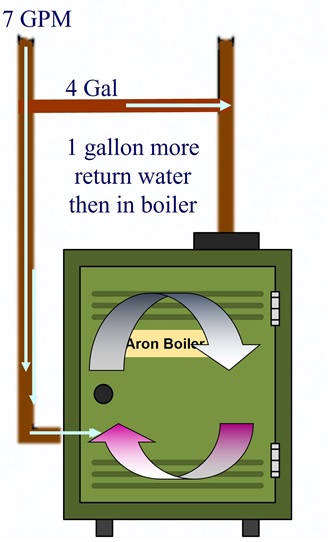
When a boiler bypass is added, some of the flow from the return will flow through the bypass, which means less flow through the boiler, so the boiler sees less stress and the iron heats up quickly enough to avoid flue gas condensation. The flow through the bypass may be three times the flow through the boiler. In this example, the bypass flow is 4 gallons per minute (gpm), so the boiler flow is 3 gpm. The flow through the boiler is half of its capacity. Again, it warms up faster than it would with the 7-gpm flow.
Steam Boilers
With steam boilers, don't worry about flue gas condensation, as there is no flow into the boiler until you start making steam. We still have the mineral and oxygen problems you experience with water boilers, which can be caused by adding too much make-up water due to steam or water leaks. Oxygen will cause pinholes at the water line, as that is where it comes out of solution.
Chloride Corrosion - Chlorides are a significant contributor to leaks in steam boilers. When chlorides cause a leak, they create holes in the iron at the top of the boiler. Some of these holes can become quite substantial; instances have been observed where holes are large enough to fit a fist through. The water level in a steam boiler should be maintained according to the manufacturer's specifications, which typically specify the distance from the floor or bottom of the boiler jacket to the water surface in the sight glass tube, usually within 1/2 to 3/4 of the sight glass tube. This measurement is referred to as the "Normal Water Level" (NWL), indicating that the boiler is not filled with water. The iron exposed above the water level experiences higher temperatures than the iron submerged in water, as the water absorbs some of the heat. Boiling within the boiler is highly vigorous, causing water to bounce off internal sections above the water level. As the water rapidly vaporizes, it leaves behind chemicals and minerals. Due to the cumulative nature of chlorides, they eventually begin to deteriorate the iron, and this process cannot be halted once it starts.
Avoid adding excessive make-up water from leaking air vents, valves, fittings, and piping. Refrain from using softened water; instead, use water before the water softener. Do not drain the boiler during the summer months. For an electronic Low Water Cut-Off (LWCO), do not drain any water from the boiler. If using a float-type LWCO, drain only as necessary, once a month or as specified by the manufacturer's guidelines, to achieve clear water.Disclaimer: The information found on this website is for informational purposes only. All preventive maintenance, service, and installations should be reviewed on a per-job basis. Any work on your heating system should be performed only by qualified, experienced personnel. Comfort-Calc and its personnel accept no responsibility for improper information, application, damage to property, or bodily injury from applied information found on this website.